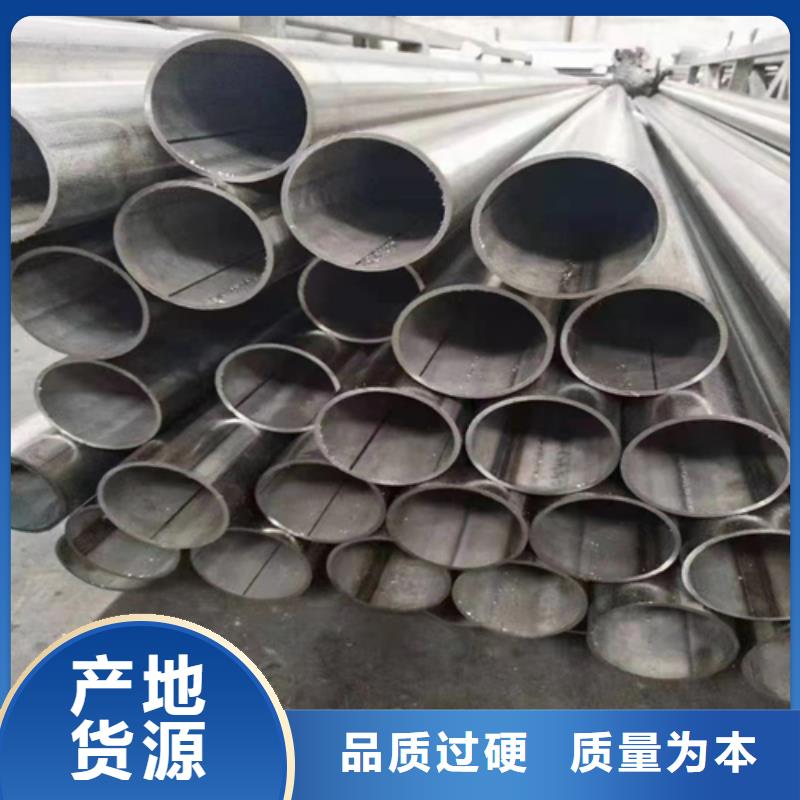
自营品质有保障{惠宁}生产304不锈钢焊管的实体厂家
发布时间:2024-05-21 12:03:51
以下是:自营品质有保障{惠宁}生产304不锈钢焊管的实体厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 8.5/kg |
|---|
| 发货期限 | 1-3 |
|---|
| 供货总量 | 8888888 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1支 |
|---|
| 质量等级 | 优级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 惠宁 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 工业等级 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 齐全 |
|---|
| 适用领域 | 化工管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 已认证 |
|---|
| 产品功率 | 国标 |
|---|
| 工作温度 | 国标 |
|---|
以下是:自营品质有保障{惠宁}生产304不锈钢焊管的实体厂家的图文视频
导读 自营品质有保障{惠宁}生产304不锈钢焊管的实体厂家,云南省惠宁金属制品有限公司为您提供自营品质有保障{惠宁}生产304不锈钢焊管的实体厂家的最新资讯,联系人:李经理,电话:0527-88266222、18151371377,QQ:243000078,发货地:聊城经济开发区发货到云南。 云南省 云南省属低纬度内陆地区,北回归线横贯南部,地势呈西北高、东南低,自北向南呈阶梯状逐级下降,为山地高原地形,山地面积占全省总面积的88.64%,地跨长江、珠江、元江、澜沧江、怒江、大盈江6大水系。云南省气候基本属于亚热带和热带季风气候,滇西北属高原山地气候。云南省动植物种类数为全国之冠,素有“动植物王国”之称,被誉为“有色金属王国”,历史文化悠久,自然风光绚丽,是人类文明重要发祥地之一。云南历史代表文化为“滇文化”。
云南不锈钢焊管?现场焊接必须设置有效的挡风防雨措施。否则当管道的施焊出现下列情况时,应停止焊接:?
3.7.1电弧焊时,风速等于或大于8米/秒;?
3.7.2当环境温度低于0℃,对不预热的管道焊接前应在始焊处预热15℃以上。?
3.8?当管子的公称直径DN≤60mm的对接焊缝可采用全钨极氩弧焊,其它焊缝可采用氩板焊打底,手工电弧焊盖面;当管子的公称直径DN≥500mm或现场条件恶劣,管内无法充保护氩气的对接焊缝可采用单面焊双面成型或在管内清根封底焊。?3~4?3~4?50°?
3.9?管道焊接时应采取措施防止管内穿堂风。?
3.10?马鞍口、角焊缝焊角高度不得小于支管壁厚,且焊接层次不得少于2层,并且具有圆滑过渡到母材的几何形状。?
3.11?焊接完毕后,应及时将焊缝表面的熔渣及附近的飞溅物清理干净。?
4.?质量检验?
4.1?焊缝外观成形良好,外形平滑过渡,焊缝宽度以盖过坡口边缘2mm,为宜,焊缝表
面不得低于母材表面,焊缝余高Δh=1+0.2b,且不大于3mm,(b为组对后的坡口宽度),角焊缝焊脚高度符合设计规定。?
4.2?焊缝表面不允许有裂纹、未熔合、气孔、夹渣、飞溅存在。?
4.3?低温焊缝不允许有咬边,其它焊缝的咬边不得大于0.5mm,连续长度不应超过100mm,且焊缝两侧咬边总长度不得而知超过该焊缝长度的10%。?
4.4?焊缝的无损检验方法、比例及合格标准执行规范,和图纸设计要求。?
5.?焊缝返修?






总结 自营品质有保障{惠宁}生产304不锈钢焊管的实体厂家_云南省惠宁金属制品有限公司,固定电话:18151371377,移动电话:0527-88266222,联系人:李经理,QQ:243000078,经济开发区 发货到 云南省。